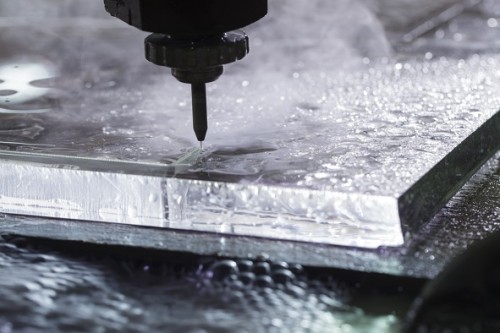
Water Jet Cutting Thin Glass
3 Reasons To Use Waterjet Cutting Swift Glass

Glass Waterjet Cutting For Glass Artists And Glass Industry Proffessionals

Precision Waterjet Cutting Services Nyc Brooklyn Queens

Waterjet Cutting Services Waterjet Machining Services Klh Industries Inc

Glass Cutting Using Waterjet Cutting Solutions By Bear Glass

Cutting Glass With Waterjet Youtube
Unlike abrasive waterjet cutting however only pure waterjet is used to cut plastics and acrylics.
Water jet cutting thin glass.

Waterjet Cutting Southern Rubber Company Custom Gaskets Seals

Cnc Waterjet Cutting Machine From Water Jet Sweden

The Lure Of Waterjet Tile Signature Designs Kitchen Bath

Overview Of Waterjets Waterjets Org

Wire Edm Cutting Vs Water Jet Cutters
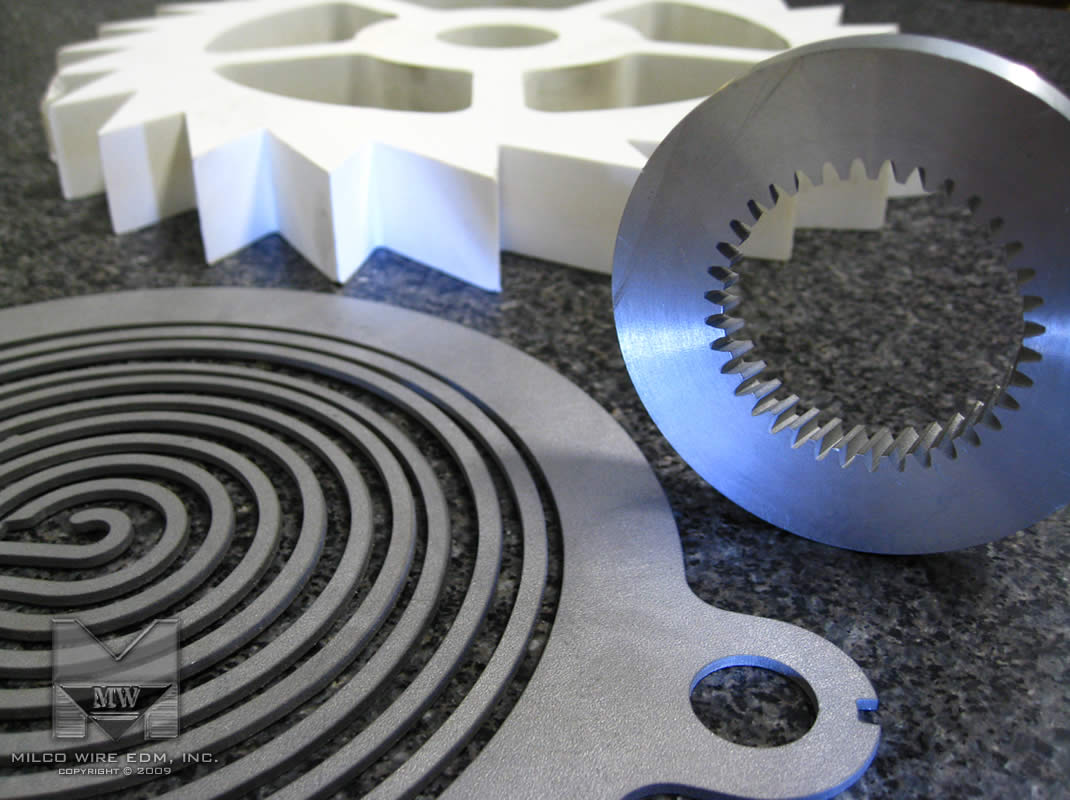
Milco Waterjet Water Jet Machining Waterjet Cutting Waterjet Machining Services

Stacking Material Waterjets Org

Waterjet Cutting Applications Performance Waterjet Pwj

Waterjet Cutting Freeform Sheet Metal Youtube

Cutting Glass Waterjets Org

Wardjet Waterjet Piercing Techniques

Colorado Waterjet Waterjet Cutting For Denver Ft Collins Colorado Us

Waterjet Cutting Services Alro Plastics

Affordable Diy Waterjet Pump
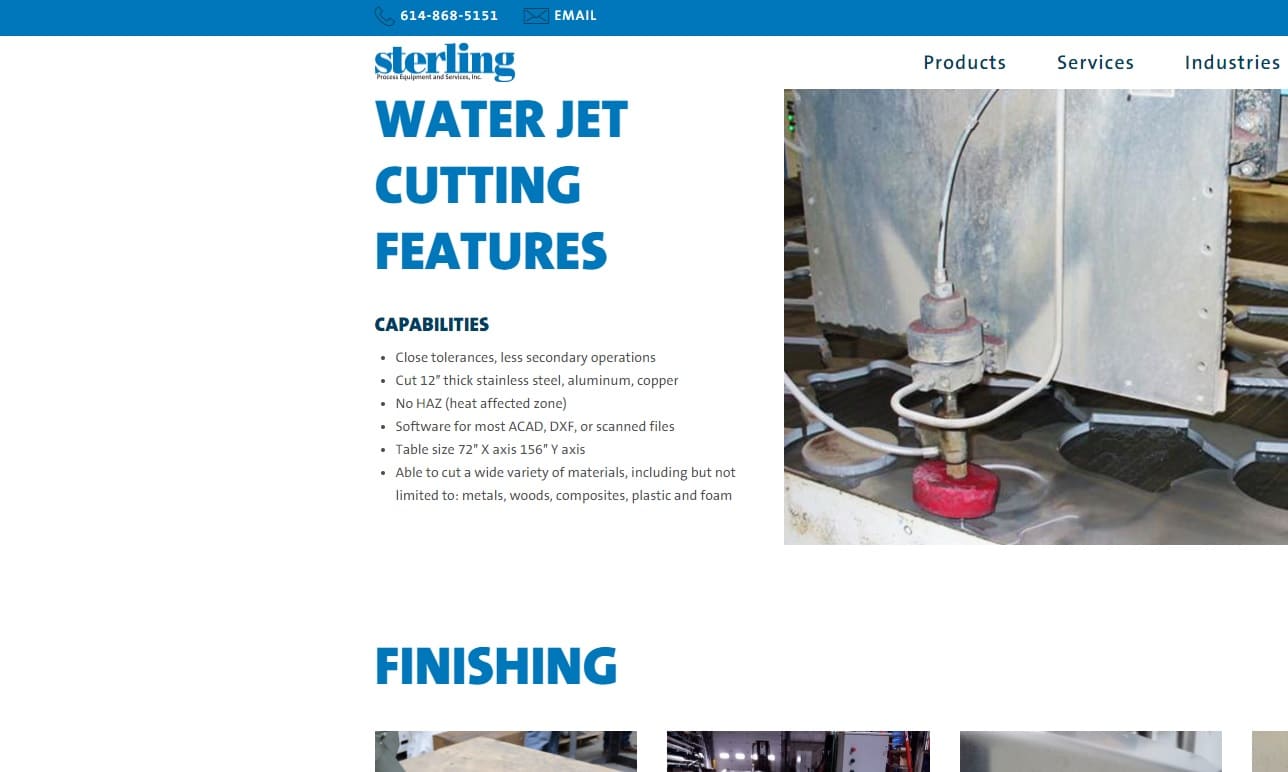
Water Jet Cutting Companies Water Jet Cutting Services
Waterjet Cutting In Sacramento Ca Microform Precision

Custom Waterjet Cutting Cnc Routing Fabrication In Atlanta Ga

Material Thickness Waterjets Org

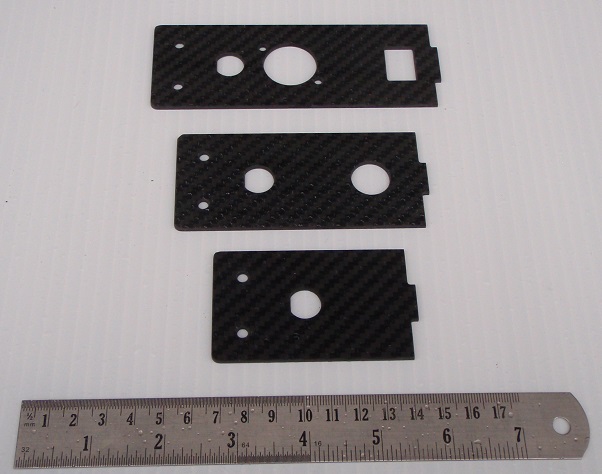
Parts Made By Waterjet Page 1 Waterjets Org

Abrasive Waterjet Machining An Overview Sciencedirect Topics

Pin On Material Glass

Home Ameristar Laser Waterjet

Norfolk Hampton Roads Waterjet Cutting Service Any Material Any Shape Chesapeake Bay Rubber Gasket
Cut Glass Stain Glass Waterjet Cutting With Kmt Waterjet
Source : pinterest.com
